0313-5669494
0313-5669494
 18603137280
0313-5669494
18603137280
18603137280
0313-5669494
18603137280


地 址:张家口市西山产业集聚区兴业路副18 号
联系人: 王总
时间:2023-11-17 来源:九州体育官方·中国有限责任公司 访问量:1268

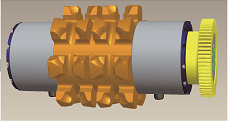
减速机是一种由封闭式在刚度罩壳内的齿轮( 或涡杆、齿轮-涡杆) 传动系统所构成的单独构件,一般在传动装置和工作中机中间起配对转速比和传送转距的功效,在冶金工业、有色板块、煤碳、装饰建材、工程机械设备及石油化工等领域有极其普遍的运用。某减速器在安装后试运转时产生响声,开启减速器罩壳发觉其锥齿轮小端位置出現了掉块,其二维平面图见图 1 所显示,减速机齿轮长 302 mm,变位系数 11,大端变位系数 10.68,传动比 3.545,在安装后试运行 15 min 后发觉齿轮出現破裂,其服现役自然环境是在有润滑脂的封闭式箱身体,转速比为 1850 r /min,輸出扭距 12 000 N·m,这类齿轮的初期无效会造成减速器不可以一切正常服现役,进而增加了交货限期。生产制造企业决策对本批号一共 27台减速器齿轮的风险性开展评定,对裂开的齿轮开展了失灵说明便于于采取有效的目的性对策。
1 无效情况
齿轮机械加工步骤为: 开料→煅造→热处理→精车( 每个表面至 3.2 μm) →半镗孔( 每个表面)→滚齿→倒圆角→渗碳→车外螺纹位置渗碳层→热处理 超低温淬火→磨齿( 内螺纹、内孔) →清理→加强抛丸→清理→制成品查验进库。其煅造温度为 1 200 ℃,热处理加工工艺为 880 ℃ ×2 h油冷热处理 530 ℃ × 2.5 h 高溫淬火,半镗孔∅43mm、∅57mm、∅65mm、∅70mm、∅174mm、∅34.5 mm,渗碳热处理工艺为 920 ℃ ×6 h 渗碳 830 ℃ ×2 h 油冷热处理 200 ℃×3 h 超低温淬火,磨齿成型精密度至 0.8 μm,抛丸普及率 120%。其断裂面见图 2a 所显示,在齿轮小端( 见椭圆形区) 出現了裂开,小端斜角位置从体上出現了脱落,断裂面类似呈三角形,长短 24 mm,总宽 8 mm,见图 6b所显示,断裂面的外附近是渗碳热处理层。
2 根本原因
2.1 原材料成份检测
齿轮的原材料是20CrMnMo 碳素钢[2],在挨近 M36外螺纹处和芯部各自取薄厚为12 mm 试件,根据 GB /T4336-2002《碳素钢和中低合金钢火花源原子发射光谱分析方法》,用 CX -9600 直读光谱仪检验成分,結果见表1; 和 GB /T 3077-1999《合金结构钢》中要求的原素对比,渗碳层区的碳含量较高,其他原素合乎**行业标准。
2.2 显微镜机构及强度检测
减速器齿轮的表面规定渗碳,其合理硬底化层高为1.8~2.1 mm,表面强度规定 59~64HRC,芯部强度规定34~40 HRC。在图 6b 中框架部位取垂直平分齿部样块,随后打磨抛光、打磨抛光,再用 3%氰化钠酒精腐蚀,在VHX -6000数码显微镜下观查其表面和芯部的显微镜机构见图 3a和图 3b。据 GB /T13298-1991《金属金相组织检验方法》和 GB /T25744-2010《铸铁件渗碳热处理淬火金相检验》,表面显微镜机构为M针 A残可获评2级,芯部为M低碳环保 F游可获评3级,均合乎技术标准。据GB /T9450-2005《铸铁件渗碳热处理硬底化层深层的测量和校对》,用 DHV -1000 显微镜显微硬度计对齿部**测量,表面强度为 62 HRC ( 维式计算洛氏,相同),芯部强度为38HRC,合乎技术标准,合理硬底化层高为 2.5 mm,超出技术标准。
2.3 断裂面外部经济外貌及能拉曼光谱分析
运用 ZEISS -EVO 25 透射电镜观查图 2c 终断口裂痕源处外部经济外貌,见图 4a,可看得出裂痕从这里向外散发,对框架区的夹杂物开展能拉曼光谱分析,见图 4b 所显示,能谱仪表明 O、Al、Ca、Mg 等原素具备较高的透射峰。图4d、图 4e、图 4f 分别是对图 4a 地区开展 Ca、Al、Fe 原素的面扫描仪。
由此可见: 裂痕源部位的 Ca、Al 素比较光亮,说明该原素在裂痕源部位成分较高,而 Fe 原素面扫描仪上出現孔眼,表明裂痕源区 Fe 成分较少,由此可见裂痕源处是O、Al、Ca、Mg 构成的非金属材料夹杂物。这会毁坏基材机构的持续性,产生应力,恶变物理性能[3]。图 4a 中的椭圆型地区是一切正常断裂面(非裂痕源区) 区,对其开展能拉曼光谱分析,见图 4c,该区域化学分子摩尔质量为: Fe 91.4%、C3.9%、O 1.8%、Cr 1.2%、Mg 0.7%,沒有Al、Na 别的残渣原素,均是一切正常铝合金原素,表明该点原材料一切正常。
3 剖析与探讨
减速器齿轮开展检验,其原材料成份、合金成分、表面强度合乎技术标准,造成齿部出現裂开的关键要素为: (1) 淬硬层深超出技术标准,齿轮经渗碳之后,其齿部是碳含量较高的共析钢,芯部依然是亚共析,在油中开展热处理制冷时,表面更先制冷,芯部其次,当温度制冷到奥氏体变化温度 Ms 时,表面更先转化成奥氏体,容积提升,表面原材料有向外“澎涨”的发展趋势,这会对芯部原材料产生“拖动”功效,造成芯部遭受拉应力,这时表面原材料遭受向内的压地应力。芯部原材料碳含量较低而有较高的奥氏体变化终结温度 Mf,伴随着制冷的开展,当温度小于芯部奥氏体变化终结温度 Mf时,芯部机构终止变化,表面原材料碳含量较高,有较低的奥氏体变化终结温度 Mf,在室内温度下能再次变化,这会造成表面向外涨大的发展趋势会一直开展,芯部遭受的抗拉力会慢慢提升[4]; 齿部合理硬底化层越长,这类地应力效用越显著,它是造成齿轮从芯部裂开的第 1 个缘故。(2) 经透射电镜剖析,裂痕源坐落于齿的內部,且有较多的 O、Al、Ca、Na 等元素组成的非金属材料夹杂物[5],这种夹杂物强度较高,例如 Al?O?,其硬度为 9,基本上沒有塑性变形; 这种强度较高的非金属材料夹杂物能毁坏基材机构的一致性和持续性,在遭受外力时,高韧性的夹杂物颗粒物不造成形变,其颗粒物斜角会对基材机构造成明显的“激光切割”功效,这会在夹杂物周边造成高宽比的应力产生裂痕源[6],再再加上內部遭受很大的拉应力,造成裂痕从內部拓展,它是裂开的第 2 个缘故。
综上所述得知,齿轮裂开缘故更先是合理硬底化层过深,次之是原材料芯部有夹杂物。历经对热处理方法开展追朔,发觉齿轮开展了混放拼炉,造成渗碳時间太长,整改措施是不允许拼炉混放。此外,发觉经销商为了更好地控制成本,把本应用特钢的原材料换为普钢原材料,造成夹杂物增加,导致初期无效,整改措施是特定特钢企业,不允许随便拆换原材料。历经采用所述对策,改善后齿轮的渗碳层机构为 2 级M针 A残,硬底化层深层为 1.9 mm,夹杂物鉴定为 1.5 级,均合乎技术标准,消除了齿轮的裂开难题。
4 结果
(1) 齿轮的成分合乎20CrMnMo 钢,强度和显微镜机构合乎技术标准,但合理硬底化层深 2.5 mm 超出了技术标准( 1.8~2.1 mm)。经透射电镜剖析,裂痕源坐落于断裂面內部且有较多的 O、Al、Ca、Mg 等构成的非金属材料夹杂物。
(2) 更先,齿轮的硬底化层深超出了技术标准,这会造成芯部遭受很大的拉应力; 次之,齿轮的基材中带有较多的 O、Al、Ca、Mg 等非金属材料夹杂物,这种夹杂物隔断基材,非常容易造成应力,是造成裂开的第 2 个要素; 2 个要素的综合性功效,造成了齿部出現了初期裂开。
⑶有目的性地采用整改措施,更先不允许拼炉混放,标准热处理方法; 次之将原料由普钢改成特钢,降低原材料中夹杂物。根据所述改善,减速器齿轮再也不会产生过初期裂开无效,消除了难题。